







大型儲罐焊接技術的質量要求與控制
發布時間:
2017-06-07
大型儲罐焊接技術的質量要求與控制
摘要:文章通過對某大型儲罐施工經驗的總結,闡述了儲罐焊接施工前的準備工作與預制組裝的控制和要求,并結合焊接施工的技術措施,總結出了大型儲罐焊接質量控制須掌握的一些方法和步驟。
關鍵詞:大型儲罐;焊接;質量要求
0 工程概況
某油庫原油儲罐建設工程中的50000m3原油儲罐,直徑60m,高度19.39m;罐底中幅板材質為Q235B,厚度10mm;邊緣板材質為Q345R,厚16mm;壁板下7圈材質為Q345R,厚度依次為10mm、11mm、14mm、18mm、22mm、26mm、30mm;最頂層材質為Q235B,厚度10mm。工程焊接施工難度大,各部位組裝尺寸要求嚴格,如不采取有效的控制措施,將產生較多的焊接缺陷和變形。為保證本工程焊接質量,制定了完善的質量控制措施。
1 焊前準備
1.1 焊接材料質量控制
焊接材料是儲罐安裝焊接質量保證的基本條件。焊接材料的質量和正確使用,影響到儲罐安裝的施工進度、質量和成本。用于儲罐焊接的焊材必須為符合國家標準、正規生產廠家生產的產品,具有合格證書和清晰、牢固的標志。產品經自檢、監理檢驗合格后,按照焊材管理制度進行保管、烘干、發放、使用和回收。
1.2 焊接設備控制
儲罐焊接所需的CO2氣體保護焊機、手弧焊機、氣電立焊機、埋弧焊機及焊材烘干設備應完好,性能可靠穩定。焊接設備的電壓表、電流表是焊接參數的計量儀表,直接影響焊接操作,必須保證其檢驗合格。必須加強管理焊接設備,定期保養和檢驗,并做好記錄。
2 預制與組裝的控制和要求
2.1 預制質量控制
鋼板切割前加強對鋼板外觀質量檢查,檢測其厚度是否合格,經報驗監理合格后方可切割。放置鋼板時,按照材料管理辦法杜絕其落地,防止鋼板本身發生變形和生銹腐蝕。
2.1.1 底板預制質量的控制
罐底板切割時必須保證底板的平整度,以確保下料精度。長、寬、對角線偏差控制在±1mm之內。對每張板進行檢查編號,并做好記錄。將切割產生的不合格板與合格板分開,以便不合格板用于切割與邊緣板對接的異形中幅板。
2.1.2 壁板預制質量控制
壁板切割時,嚴格按照技術交底的要求切割,其長、寬、對角線偏差控制在±1mm之內,對每張板進行“四檢制”檢查,編號并做好記錄。切割產生的不合格鋼板按照相應的焊接工藝對其進行補焊再重新切割。鋼板滾弧質量將直接影響壁板的焊接質量,對板厚δ≥26mm的厚板,一旦滾弧產生扭曲,組裝時很難取得好的垂直度和橢圓度,從而影響焊接質量。因此,在預制加工壁板時,滾弧曲率一定要準確,杜絕一次滾弧成形。對于壁板曲率可用弧形樣板檢查,最好使壁板曲率控制在0~3mm。
2.2 組裝質量控制
2.2.1 底板組裝質量控制
大型儲罐罐底的施工,好的排版不僅可以減少工作量,節省材料,還能控制焊接變形。該罐底板由中幅板和邊緣板兩部分組成,所有焊縫均為對接焊縫且焊縫下都有100mm×5mm或100mm×6mm的扁鋼墊板。
在鋪設墊板時,將長焊縫下面的墊板(位于T型焊縫下面的墊板)分段斷開,避免應力沿焊縫長度方向積累。墊板接頭處預留約10mm間隙且墊板只點焊,在底板焊接時保證墊板接頭可以脫開以抵消由于收縮造成的應力集中。改變后的墊板鋪設如圖1所示。
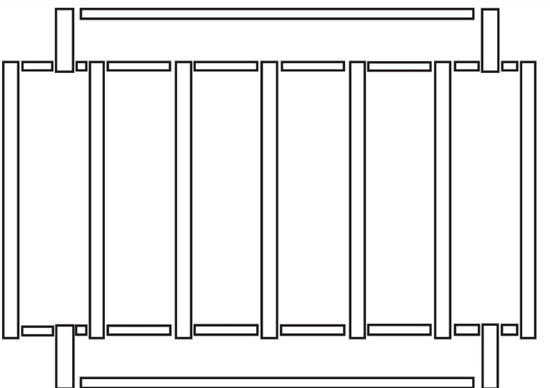
圖1 墊板鋪設
中幅板鋪設依照墊板位置進行,從中心向兩側對稱鋪設。先組對點焊短焊縫,長焊縫最后組對焊接,組對間隙保證為5mm,且分布均勻。
中幅板與邊緣板接觸部位焊縫稱為收縮縫,此處中幅板尺寸應較罐底直徑大1‰左右,待中幅板、邊緣板焊接以及罐底大角縫焊接完成后進行二次切割,然后組對焊接。
邊緣板按照所布墊板位置進行鋪設。邊緣板對接焊縫一側與墊板整道焊縫點焊,另一側只點焊外端400mm;且在焊縫內端加焊連接板保證焊縫間隙。邊緣板鋪設應注意盡量在當天鋪設組對完成,避免因晝夜溫差變化造成收縮移位。
2.2.2 壁板組裝質量控制
采用倒裝法施工大型儲罐,即先組裝最上層壁板。在保證單塊壁板切割尺寸合格的基礎上,依據技術交底進行組裝,間隙控制在5±1mm。立縫不用點焊,采用多功能組裝卡具來調節間隙和錯邊量,并采用圓弧板進行剛性固定,防止焊縫發生角變形,立縫上下點焊熄弧板和引弧板。每圈壁板焊接時預留一道立縫不組對焊接,待該圈壁板其余立縫焊接完成后再重新切割組對焊接,保證收縮余量。
3 焊接質量控制
3.1 底板焊接質量控制
儲罐底板焊接時,底板不進行剛性固定,鋼板始終處于自由狀態,能自由收縮以減少焊接應力。焊接時,由中心向外退焊,先焊接錯開的短焊縫,后焊接直通的長焊縫,使焊縫有較大的橫向收縮余地。預留收縮縫,待罐壁全部焊完后再焊接收縮縫。
中幅板的焊接工藝是CO2氣體保護焊打底一遍,碎焊絲+埋弧自動焊填充蓋面一遍。CO2焊熱輸入小,焊縫收縮量小,可減少和預防焊接變形,且填充蓋面一次完成減小了焊縫收縮量,焊接變形顯著減小。CO2焊打底焊接時,應保證打底層厚度不低于5mm,目的是防止埋弧自動焊大電流、高熱輸入焊接時燒穿墊板,并保證CO2焊絲與墊板的良好熔合以及表面呈內凹形,與兩側坡口圓滑過渡,確保罐底板埋弧焊蓋面時熔透。
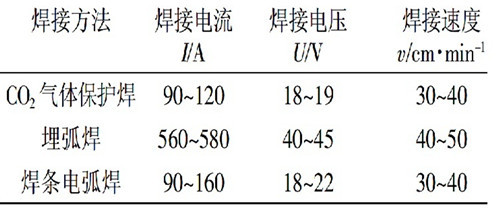
邊緣板先焊接外側300mm,一般采用焊條電弧焊;罐體大角縫焊接完成后再進行剩余部分的焊接。罐底板焊接參數如表1所示。
表1 罐底板焊接工藝參數
3.2 壁板立縫焊接質量控制
立縫焊接采用兩臺AT-DGL氣電立焊機異向同時施焊,焊縫通過正面的水冷銅滑塊和背面的水冷銅塊的冷卻作用可一次成形,焊縫美觀。氣電立焊采用直流反接,CO2氣體和藥芯焊絲的藥皮對熔池有保護作用,同時藥皮也避免了銅滑塊被熔池熔化產生粘連,保證了焊縫質量;焊絲在引弧板上穩定燃燒且焊縫成形均勻后再焊接壁板,最后在熄弧板上熄弧,待焊接完成后切除引、熄弧板,保證焊接接頭質量。
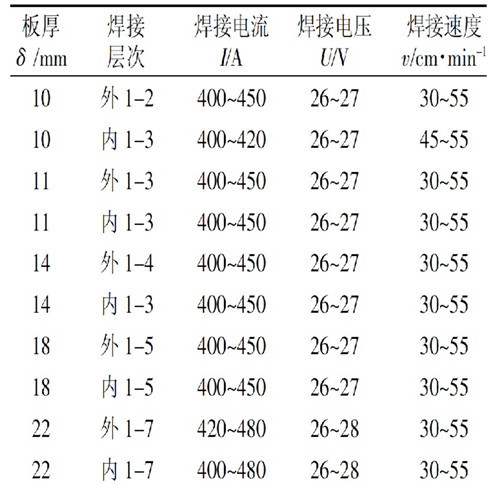
本工程中立縫的坡口要求為:板厚δ<26mm,均為V型坡口;板厚δ≥26mm,均為不對稱的X型坡口。因罐內均布液壓頂升裝置,氣電立焊機無法焊接厚板X型坡口的內側焊縫,厚板外側焊縫焊完后,內側焊縫采用焊條電弧焊。V型坡口氣電立焊機可一次焊接成形。焊接前用同等弧度的圓弧板對立縫進行剛性固定,有效地減少了焊接角變形。氣電立焊焊接參數如表2所示。
表2 氣電立焊工藝參數

3.3 壁板環縫焊接質量控制
環縫采用四臺AT-DGH埋弧橫焊機同向等速退焊。實踐證明,影響環縫焊接質量的關鍵因素是焊縫的組裝間隙、坡口形式和角度。采用不對稱K型坡口,不對稱大小根據板厚及內側清根量確定,本工程中環縫組裝間隙要求為0mm,這在現場安裝中難度大。在施工過程中組對間隙在0~1mm都能正常施焊,對于太大的間隙在外側采用焊條電弧焊封底,清理干凈后再進行埋弧焊。橫焊順序為先焊外側焊縫,每焊一層都要清理藥皮、夾渣,再填充、蓋面;外側焊完后,內側采用磨光機清根,磨光機清根可有效地清除外側焊接時產生的氣孔、夾渣等,而且能很好地控制坡口形狀。環縫焊接參數如表3所示。
3.4 大角縫焊接
大角縫焊接在底圈壁板縱縫焊完后進行。焊前,在罐壁內側設置若干個斜撐(相距1.5m為宜),用以控制角縫焊接引起的角變形對垂直度及收縮縫焊接的影響。先焊角縫外側,由多名焊工同向等速進行多層焊接,外側角縫焊完后再焊內側。(馬春豐)
下一頁
推薦新聞
2023-09-29
中秋節在每年農歷八月十五,是四季中的秋季之仲,故又稱秋節、仲秋節。“皎皎秋空八月圓”,月圓象征團圓,因此,中秋節又稱團圓節,寄托著思念故鄉、親人之情,承載著豐收、幸福的祈盼。中秋節歷史悠久,在眾多影響深遠的傳統節日中具有獨特的情致。
2023-09-28
9月26-27日,集團公司在啟安大廈四樓會議廳舉行技術負責人會議。集團公司總工室、工程技術部、技術中心和區域公司、分公司技術負責人共60多人參會。集團常務副總張健致開幕詞,會議宣貫了集團年中工作會議精神并對有關規范作了解讀,相關區域和分公司作了技術管理交流分享。集團公司董事長殷煒東與會講話,強調以技術高質量促進啟安韌性發展。
2023-09-28
9月下旬,在中秋、國慶雙節來臨之際,集團基層單位積極開展各項檢查確保節日期間安全生產形勢穩定。蘇州公司負責人施賽賽帶領質安工作人員先后對區域內重點項目開展全面排查治理,要求各項目部對發現的隱患進行立即整改,嚴格落實好節日期間各項安全管理措施。上海公司對區域內裝修總包、機電專業分包項目的消防作業、登高作業、臨時用電、臨邊防護、設備機具、危大工程等內容開展了節前檢查,要求各項目部對安全隱患立即完成整改,確保安全穩定的生產環境。金坤分公司址山項目部會同建設單位、監理單位等開展了節前安全大檢查,內容涉及基坑支護、大型機械、臨邊防護、室內日常管理等,確保安全隱患早發現、早整改,保證施工現場安全生產穩步發展。(蘇州公司、上海公司、金坤分公司)
2023-09-27
9月22-27日,江蘇省住房和城鄉建設廳組織江蘇啟安和江蘇省規劃設計、南通四建、中億豐、通州建總、江蘇邗建等6家江蘇優秀建筑企業負責人,調研新疆烏魯木齊、喀什、克州等地,并與新疆維吾爾族自治區住房和城鄉建設廳簽訂“加強住房城鄉建設事業高質量發展合作框架協議”,旨在推動江蘇優秀建筑企業參與新疆“十四五”時期城鄉事業高質量發展,促進江蘇建筑創優創安、人才培育、優秀管理經驗引入新疆,全面貫徹落實習近平總書記提出的新的“治疆方針”,實現蘇新兩地共同發展。
2023-09-27
9月25日,在啟東市舉行的首屆發展大會上,集團公司黨委書記、董事長殷煒東獲評2023年啟東市“墾牧杯”優秀企業家稱號。殷煒東堅持“穩中求進”,率領啟安走上了一條改革、發展、創新之路,連續14年獲評江蘇省百強企業安裝類第一名,上繳地方財稅連續超億元,為“建筑之鄉”作出重要貢獻。(辦公室)
2023-09-26
9月25日,集團公司董事長殷煒東在新疆開展調研,與金舜分公司管理人員進行座談交流。殷煒東對金舜近年來取得的成績給予充分肯定,金舜分公司連續6年創優成果穩居啟安前茅,為守護和做靚新疆市場作出了重要貢獻。殷煒東強調,新疆與全國其他地方建筑市場相比,還有巨大潛力可以開拓,特別是在光伏新能源產業具有非常廣闊的市場前景。他希望金舜分公司善于把握地域優勢,發揮專業優勢,積極挺進新能源市場。同時,要進一步提高與央企國企的合作體量,在合作中注意“有所為、有所不為”原則,既要認真學習央企國企管理長處,在合作中提升綜合競爭力、培養綜合型管理人才,又要注意避免合作風險。金舜分公司經理宋岷樺作了工作匯報。
2023-09-26
9月26日,江蘇省工商聯發布了“2023江蘇民營企業200強”名單,集團公司再次榮登榜單。2022年,集團全年主要經濟指標持續向好,經營結構發生質的變化,EPC等總承包施工能力得到顯著提升,再次摘獲魯班、國優、安裝之星等國家級創優大獎,第十四年榮登江蘇省百強企業安裝類第一,獲評全國誠信典型企業等一系列榮譽稱號,奉獻地方財稅繼續超億元,為地方經濟社會發展作出了重大貢獻。(辦公室)
2023-09-26
9月20日,經過多輪激烈的商務、技術比拼和現場答辯,集團公司成功中標安徽開盛津城建設有限公司光伏產業標準化廠房建設(四期)機電專業EPC總承包工程,中標價2.21億元。該工程采用當今世界領先的HJT——異質結+鈣鈦礦生產工藝,安裝施工內容涉及工藝管道、電氣儀表、潔凈廠房裝修等,由金潤035張海波項目部負責施工。面對要求高、標準嚴、工期緊等困難,負責人張海波表示依托江蘇啟安的技術優勢、管理優勢及“啟安云”等平臺優勢,有信心也有能力打好此次攻堅戰,向業主交出一份滿意答卷。 自集團年中工作會議召開以來,金潤公司各項目部鉚足干勁、持續發力,在機電、石化和光伏安裝等傳統優勢市場積極開拓、取得碩果,還承接了2億元的安徽宿州光伏電池凈化廠房專業分包工程、8600萬元的上海美的全球創新園區暖通空調工程,提前完成既定年度目標任務,為集團公司實現化危圖存、韌性發展奠定了堅實基礎。(集團金潤分公司)






中文手機網站
英文手機網站
微信公眾號
新0A手機登錄二維碼
Copyright ? 2022 江蘇啟安建設集團有限公司